全自动装配流程
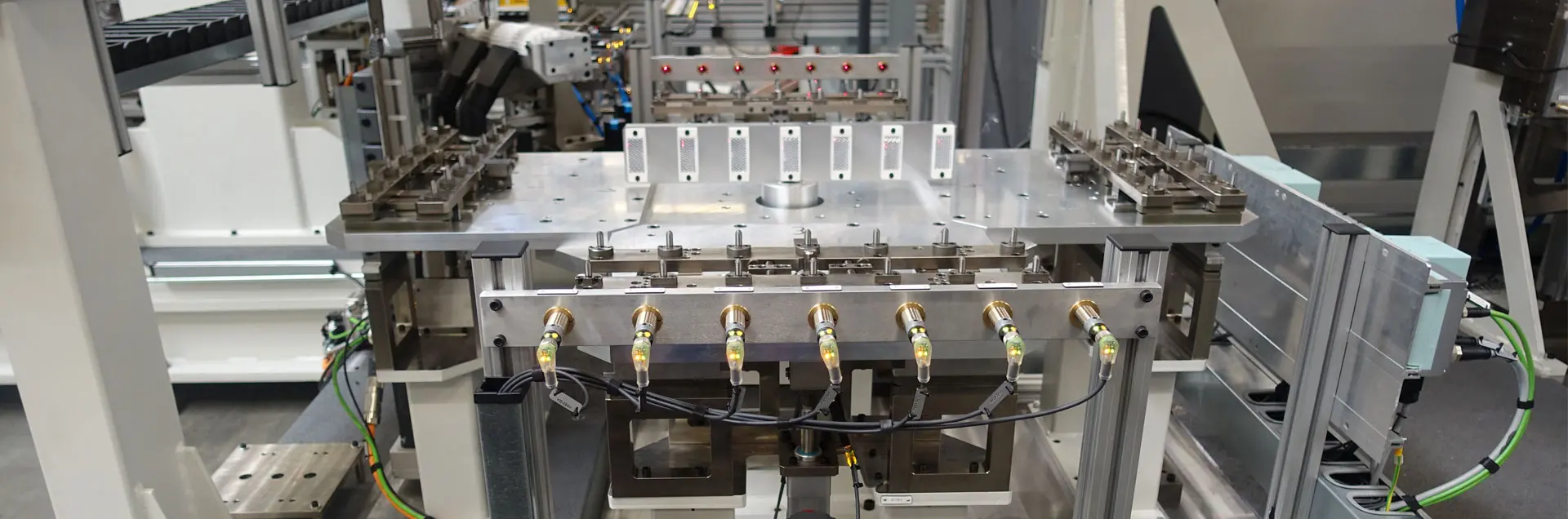
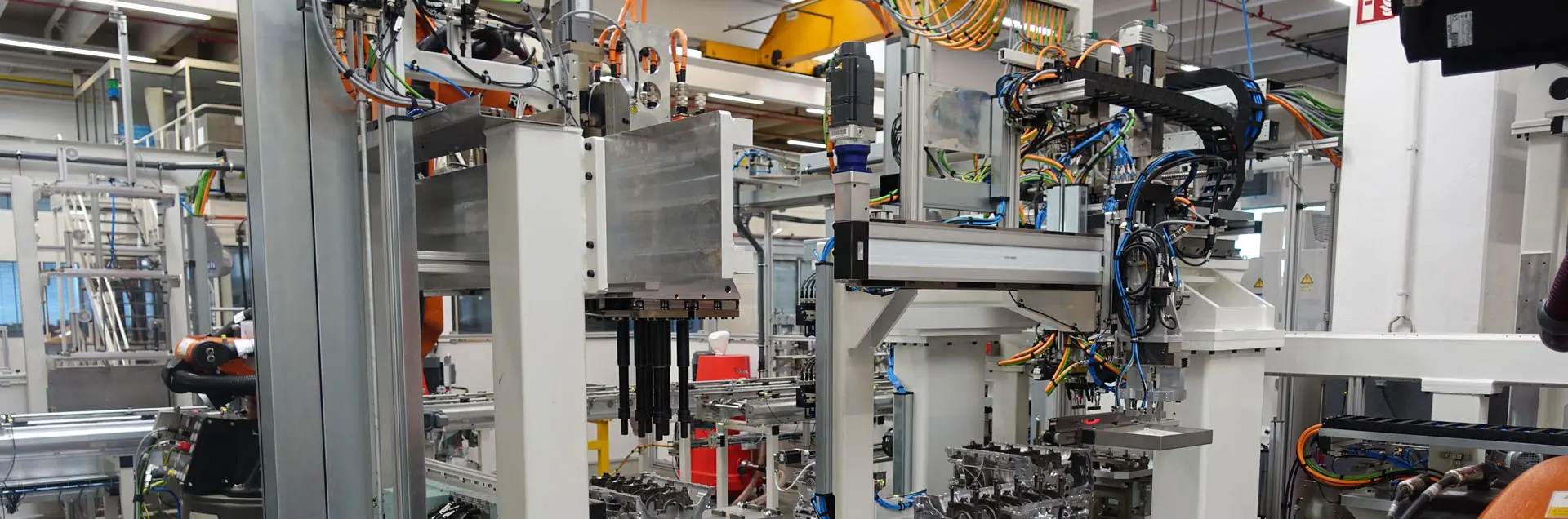
在约 14.5 x 15.5 m(长 x 宽)的面积上将曲轴轴承盖全自动装配到缸体曲轴箱中。
视工件而定,需要装配的曲轴轴承盖的数量在 4 个至 6 个之间变化。最多可通过机器操作 8 种不同的工件型号,4 和 6 缸曲轴箱,汽油机和柴油机。通过立柱支架或者通过需要手动装载的输送带可为机器装备曲轴轴承盖。
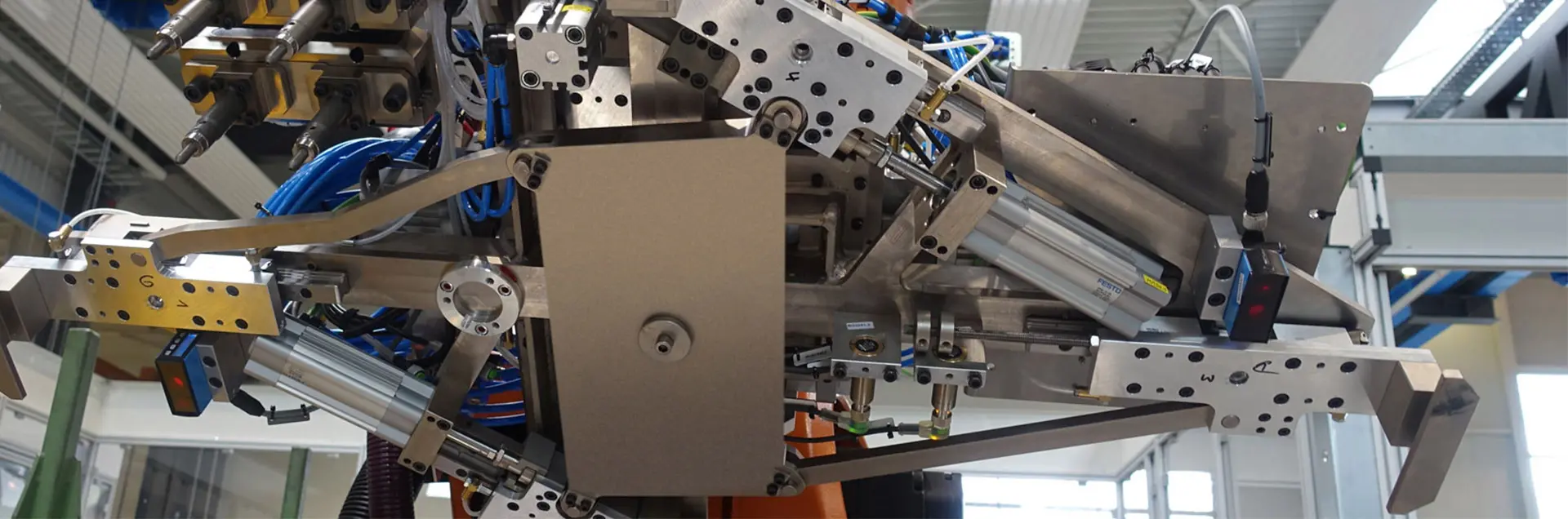
在入口上检测工件是否已装配了曲轴轴承盖,另外刷净轴承通道,由此清除污染物。
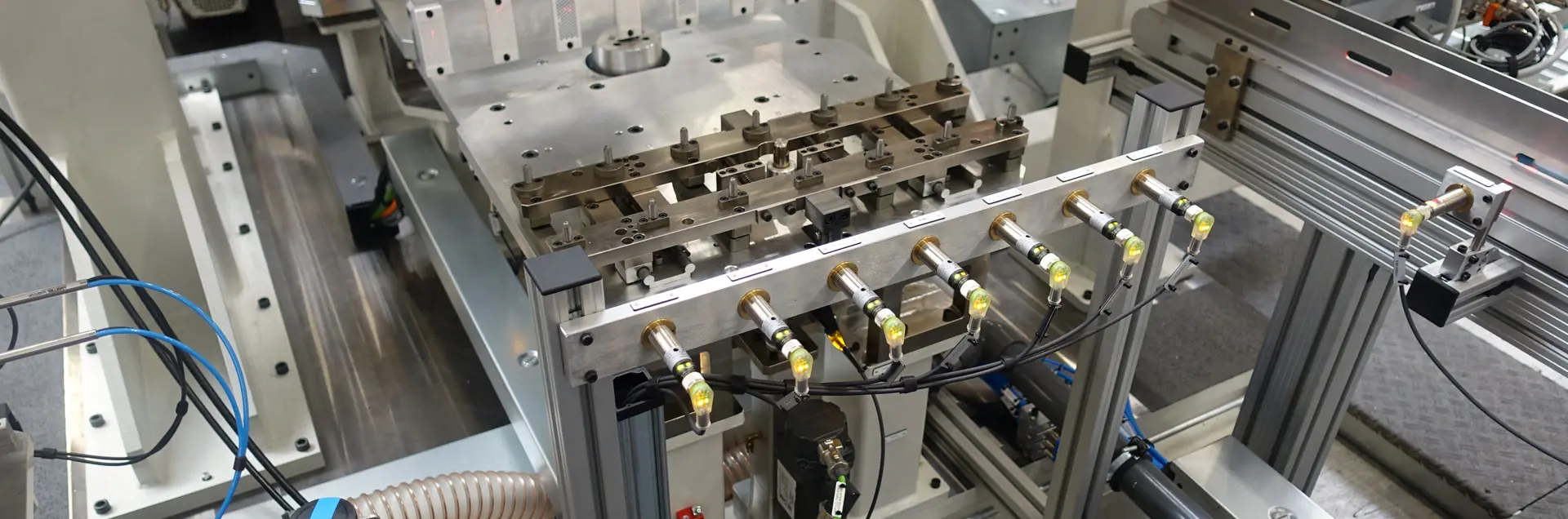
在输送曲轴轴承盖时,型号检查器检查其正确性,部分检查其正确生产状态。可识别并自动抛出错误输入的曲轴轴承盖。同样刷净曲轴轴承盖。在第一个装配步骤中通过力-行程监控将曲轴轴承盖压入轴承通道中。
最多可输送 3 种不同类型的螺栓,在开始旋拧操作之前,为缸体曲轴箱上的螺栓座和螺纹喷油。在装配操作结束之后将每个曲轴轴承盖打标。