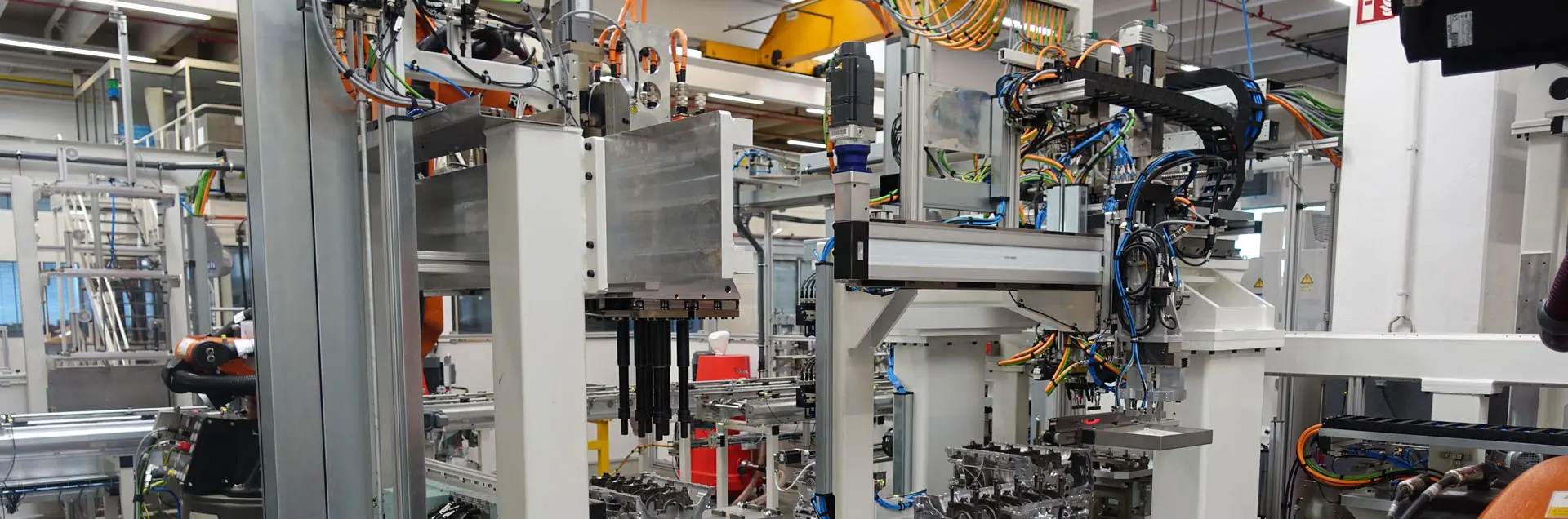
Fully automated assembly process
Over an area of approx. 14.5 x 15.5 m (length x width), crankshaft bearing caps fully automated assembled in cylinder crankcases.
The number of crankshaft bearing caps to be assembled varies between 4 and 6 depending on the workpiece. Up to 8 different workpiece types can be handled by the machine, 4-cylinder and 6-cylinder crankcases, petrol and diesel. The machine can be loaded with crankshaft bearing caps either via stanchion frames or via infeed belts which are loaded manually.
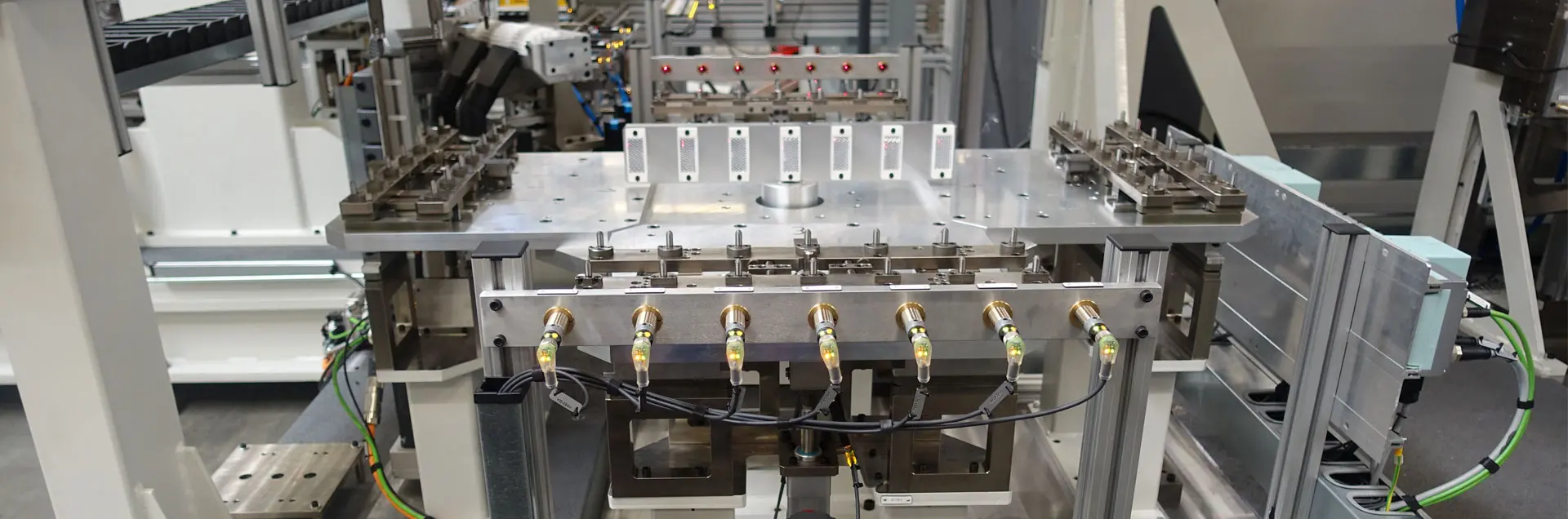
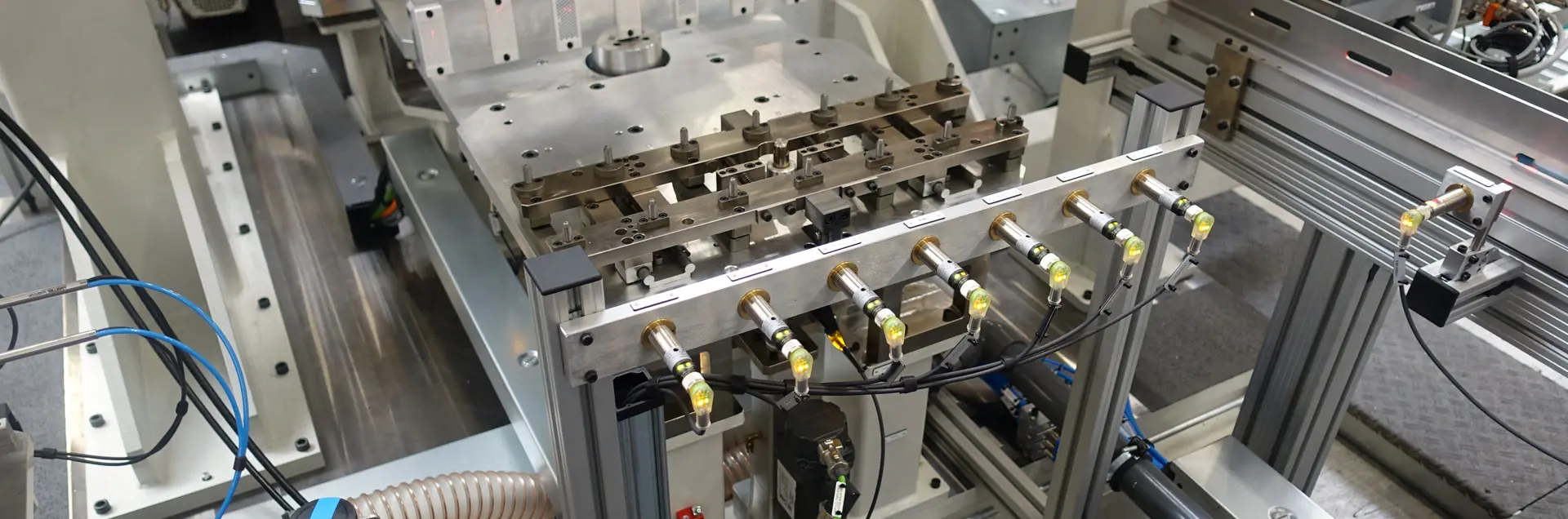
During run-in, the workpiece is inspected for previously mounted crankshaft bearing covers and the bearing raceway is brushed to remove dirt.
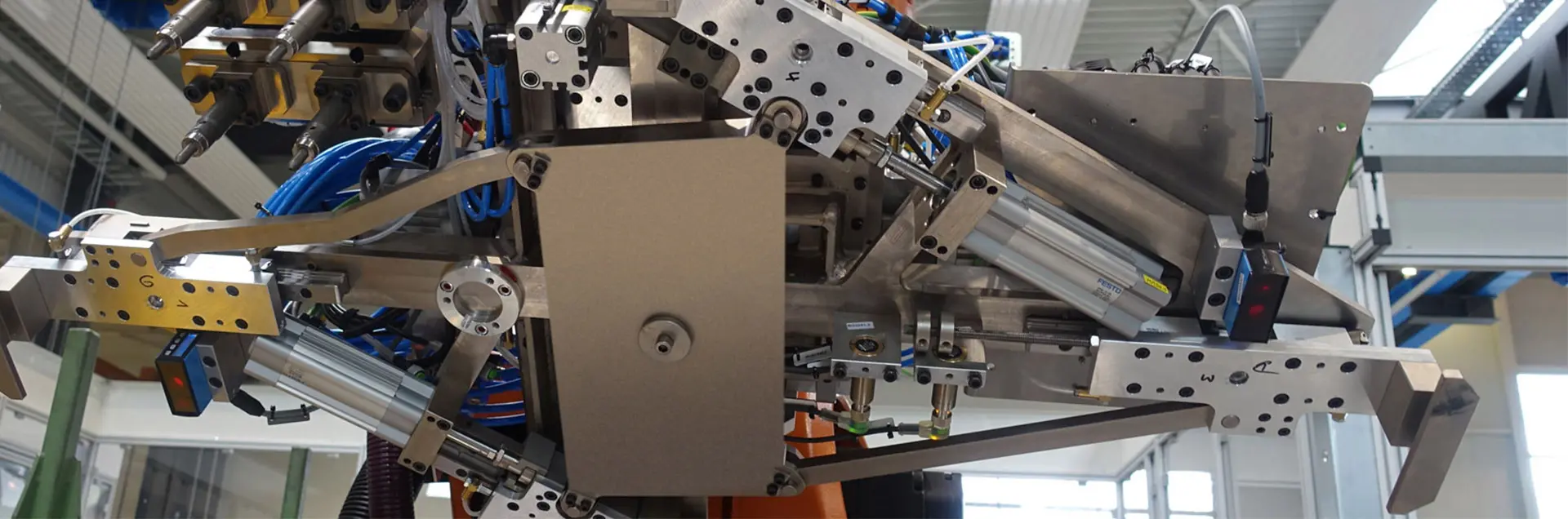
When feeding the crankshaft bearing covers, a type checking function checks their correctness and, in part, their correct manufacturing condition. Incorrectly fed crankshaft bearing covers are detected and automatically ejected. Crankshaft bearing covers are also brushed. In the first assembly step, the crankshaft bearing covers are pressed into the bearing raceway with force/stroke monitoring.
Up to 3 different screw types can be delivered; before the screwing operation, the screw supports and threads on the cylinder crankcase have been sprayed with oil. Each individual crankshaft bearing cover is marked after the assembly operation.



- Number of assembled components:4 to 6 crankshaft bearing covers depending on cylinder crankcase
- Variant variety/complexity:Up to 8 different workpiece types (4-cylinder crankcase and 6-cylinder crankcase, petrol and diesel)
- Cycle time:50 s