High flexibility for workpieces and assembly parts
Over an area of approx. 14.5 x 15.5 m (length x width), the high pressure oil chamber of cylinder heads is leak tested in a station with flexibility for several workpiece types.
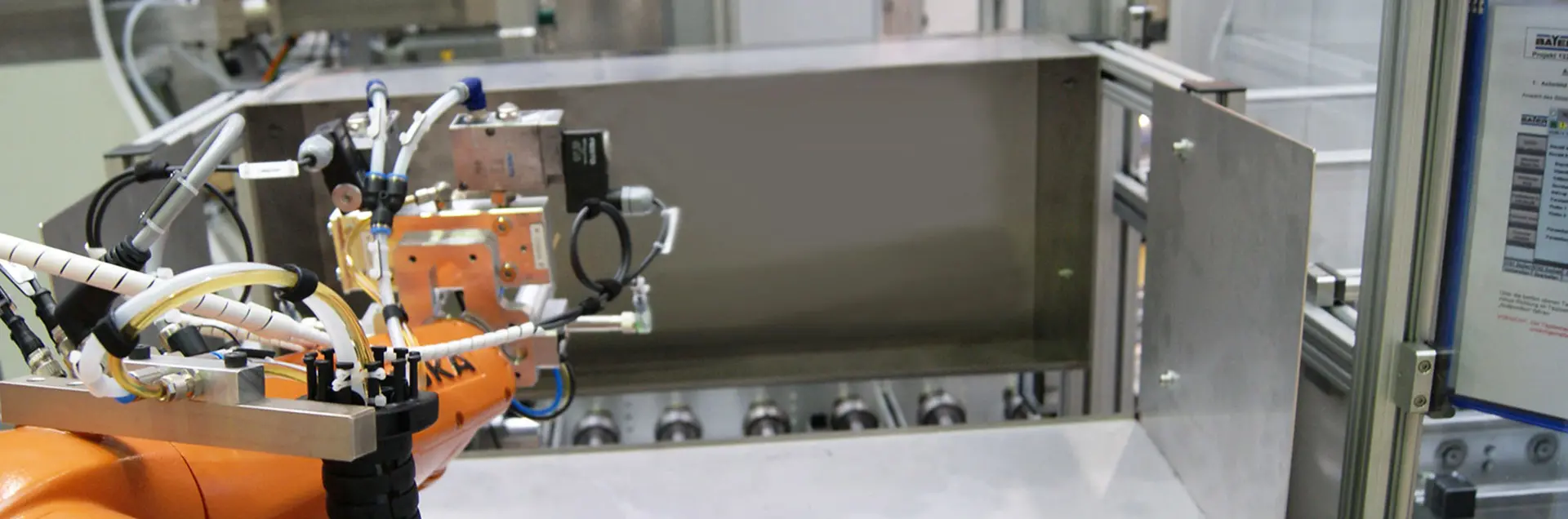
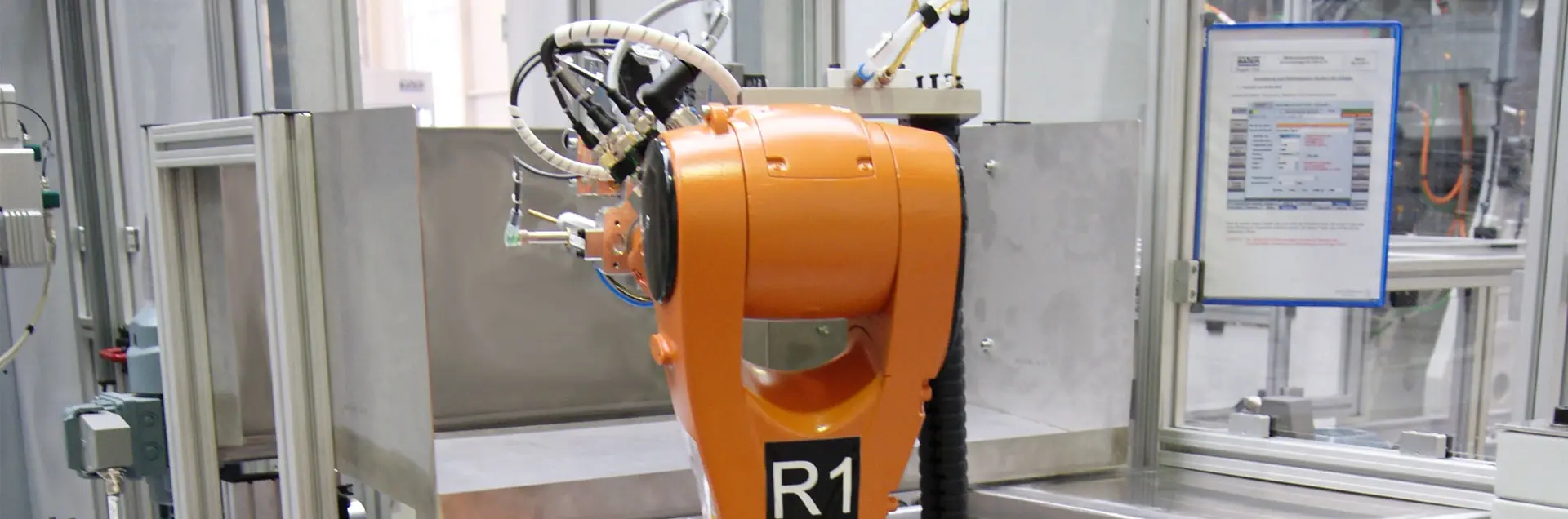
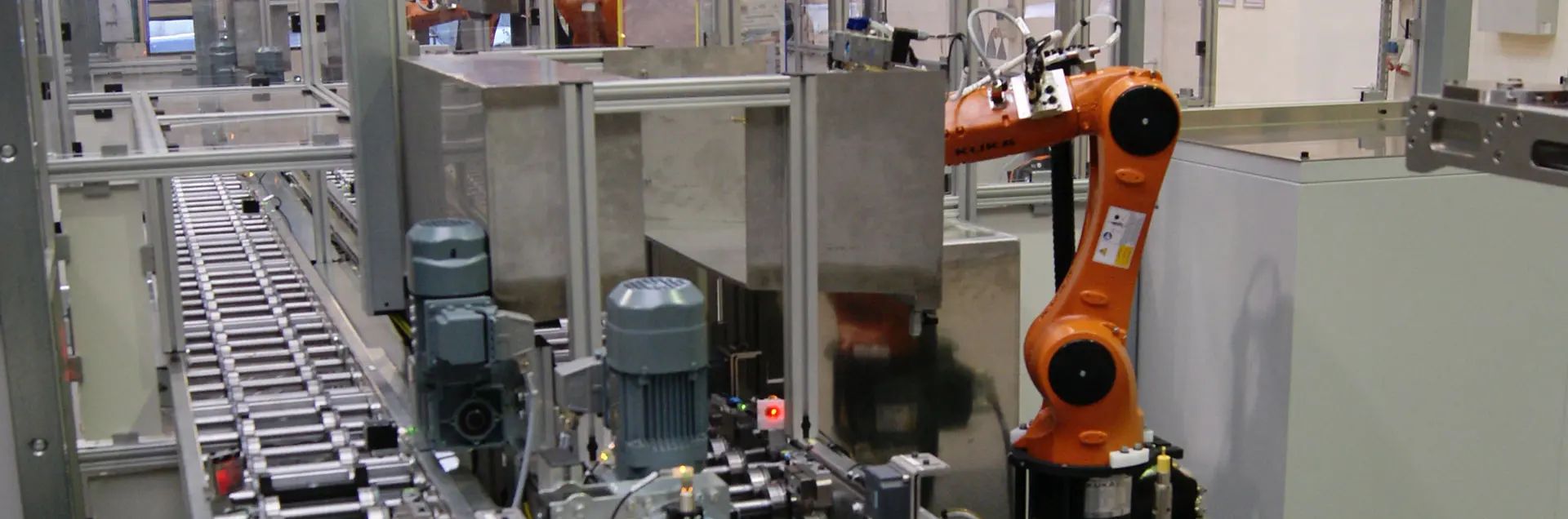
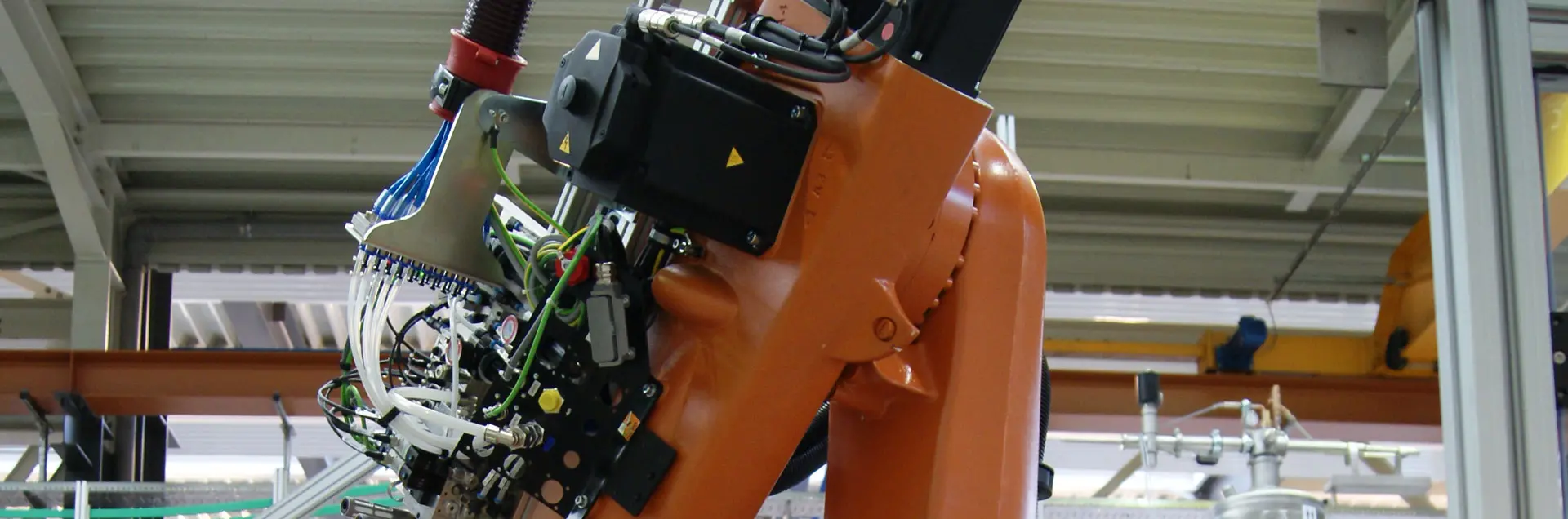
In the further course of operations, two redundant flexible assembly cells are used, each with 16 and/or 24 valve guides pressed in at room temperature and nitrogen-cooled valve seat rings. An oiling robot in each cell lubricates the base bore holes for the valves at the machine infeed before another robot removes the cylinder head by picking the zero point clamp and places it in the assembly cell.
According to customer requirements there is the possibility of a position adjustment between the press-in units. The number of press-in units can be adapted to the cycle time requirement.
Up to 12 different valve seat rings can be fed in fully automatically by a flexible feed cell and are reliably checked for type and orientation before assembly. Eddy current testing for material recognition is also available as an option. Optionally, different valve guides can be in feed automatically in an oriented manner by feed units.

- Number of assembled components:16 valve guides, 8 valve seat rings at inlet, 8 valve seat rings at outlet
- Variant variety/complexity:3 cylinder head types, petrol/diesel, 4-/6-cylinder, 6 valve seat ring types (for 12), 1 valve guide type (optionally expandable)
- Workpiece transport:On adapter plate with friction roller belt
- Cycle time:30/48/56 s
- Number of processes:Leak test of pressure oil chamber main oil ducts, marking with impact stamp in case of OK test, oiling of valve base holes before press-fit process
- Press-fit process: Press-fitting of the valve seat rings and valve guides supercooled with liquid nitrogen at room temperature
- Required personnel:0 employees, provision of assembly parts as bulk material and refilling of process media
- Checked parameters (features):Leakage rate at a certain test pressure, orientation and type testing of the valve seat rings, orientation of the valve guides, force/path monitored press-fit process