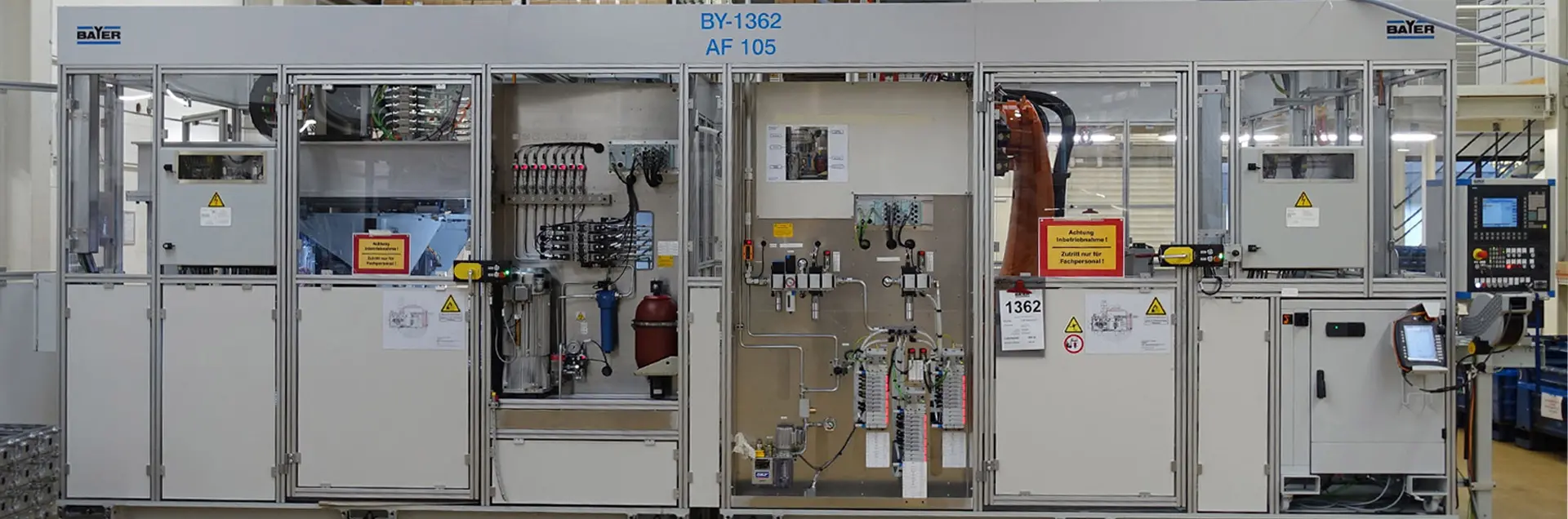
Vollautomatisiertes Rührreibschweißen
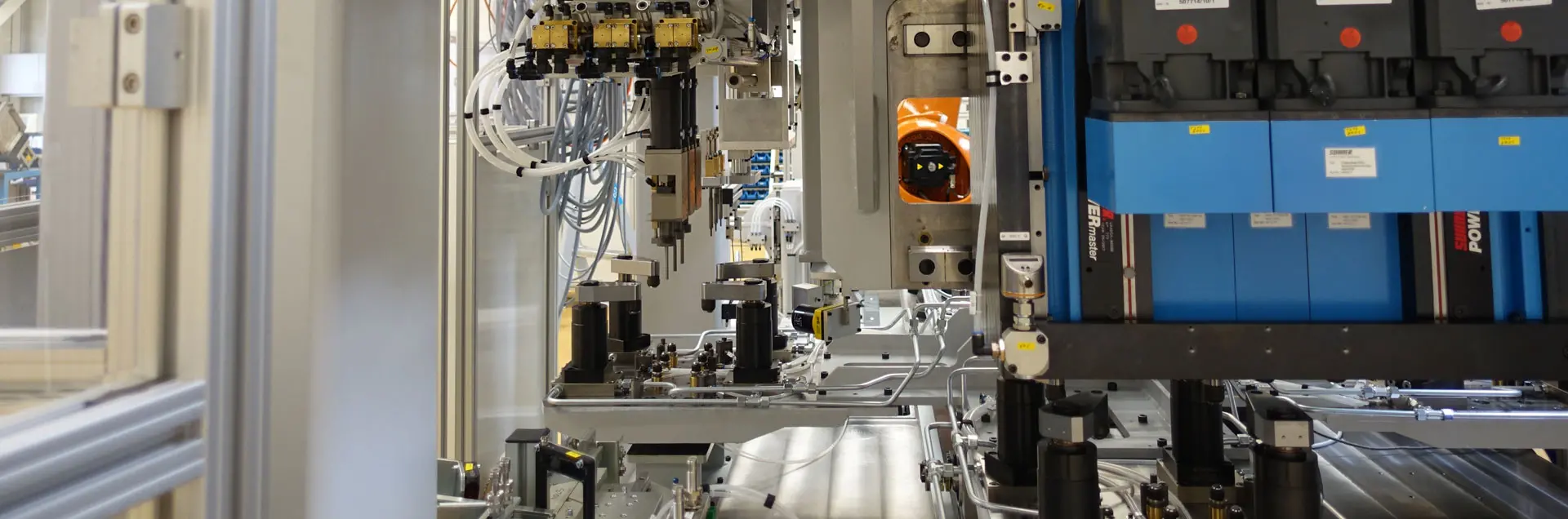
Auf der Einlaufverkettung werden die unbearbeiteten Zylinderköpfe vereinzelt und ausgerichtet. Es wird über Objekterkennung entschieden, welcher Typ ohne Bearbeitung weiter zu schleusen, bzw. welcher Typ mit Hilfe des Handling-Roboters in den 4-fach Rundtisch auf den Beladeplatz von Station 2 zu laden ist.
In Station 3 erfolgt die Kraft-Weg-überwachte Montage der Stopfen und das Nachhämmern mit einem pneumatischen Impulshammer auf Tiefe. Bereits montierte Zylinderköpfe erkennt die Maschine in Station 3 und transportiert sie ohne Bearbeitung weiter.
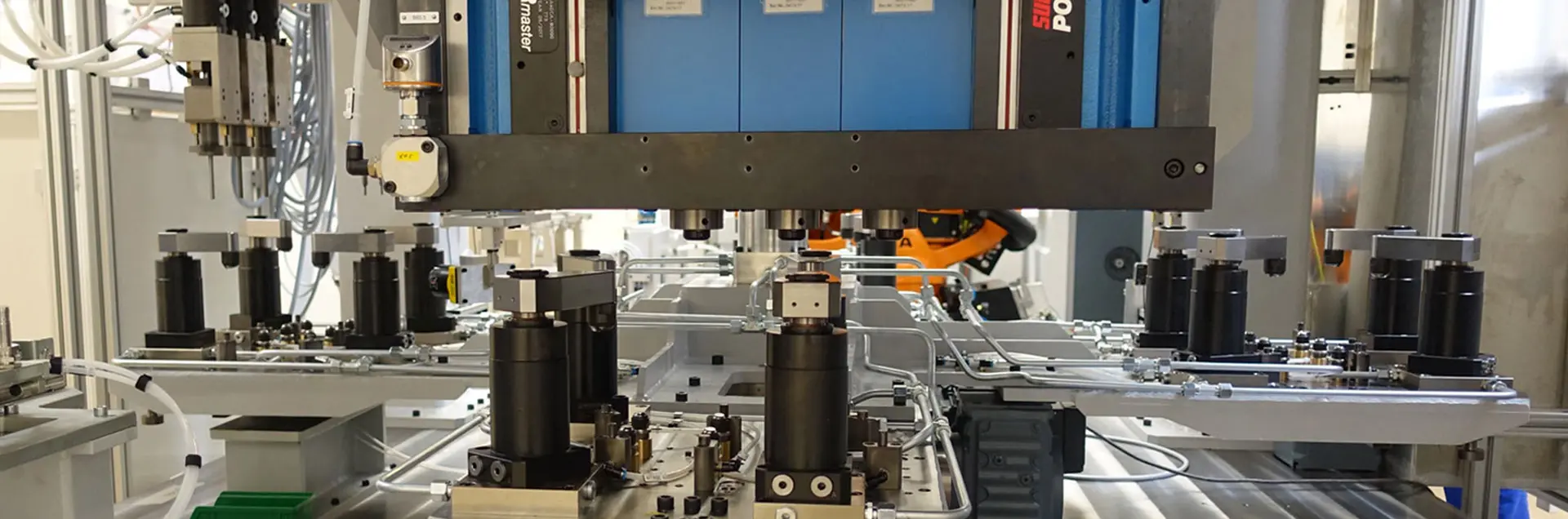
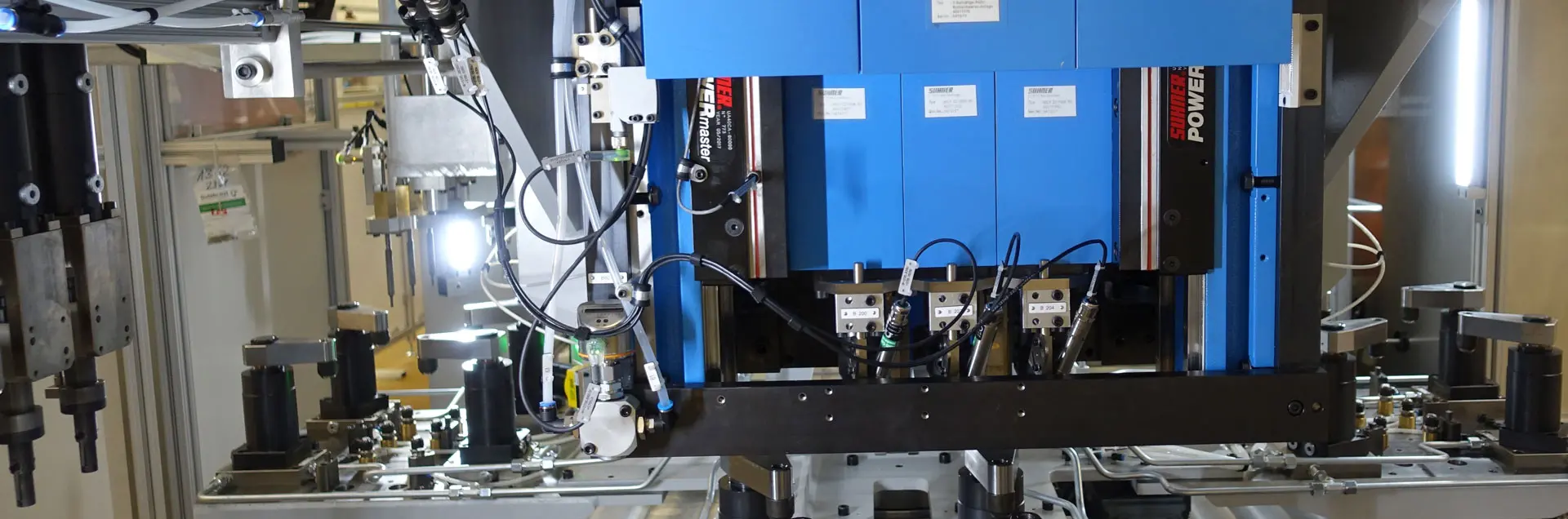
Eine 3-fach Spindelstockeinheit in Station 4 verbindet den entstandenen Stopfen/Zylinderkopf-Verbund endgültig über das Rührreibschweißen mit sich selbst.
Während des gesamten Schweißvorgangs werden an jeder Spindel die vorgegebenen Werte Drehzahl, Vorschub, Axialkraftverlauf, Drehmoment und der Korrekturwert Regelposition Z-Achse eingeregelt und mit einem Zeitstempel abgespeichert.

- Anzahl montierter Komponenten:3 Stopfen
- Variantenvielfalt/Komplexität:2
- Taktzeit:16 s
- Anzahl der Prozesse:Typerkennung und Ausrichten, Abblasen Zylinderkopf, Kontrolle Gussfreigang Stopfenbohrung, Kraft-Weg- überwachte Montage Stopfen, Pneumatisches Nachhämmern, Rührreibschweißen der montierten Stopfen, Übergabe IO/NIO-Teile
- Erforderlicher Personaleinsatz:0 Mitarbeiter, lediglich Nachfüllen der Montageteile
- Überwachte Prozessparameter:Montageprozess: Kraft, Weg
Rührreibschweißprozess: Drehzahl, Vorschub, Axialkraftverlauf, Drehmomentverlauf, Korrekturwert Regelposition Z-Achse, X/Y-Positionier-Schlitten